Home > General Info. > Environmental Activities
| 1. Environmental policy 2. Efforts to reduce waste and conserve energy 3. Social contributions 4. Environmental efforts in product development |
2-1. Efforts to reduce waste
■Efforts at the main factories (Tsukuba factory and Mitsukaido factory)
Efforts at our main factories continuously seek to reduce waste by increasing recycling rates(※1)and minimizing loss rate. As part of our recycling efforts, we divide industrial waste into 18 categories. Since 2006, our factories have maintained a record of zero emissions(※2), including non-industrial waste. We achieved the following in 2010:
Efforts at our main factories continuously seek to reduce waste by increasing recycling rates(※1)and minimizing loss rate. As part of our recycling efforts, we divide industrial waste into 18 categories. Since 2006, our factories have maintained a record of zero emissions(※2), including non-industrial waste. We achieved the following in 2010:
| • | We maintained zero emissions through separate disposal of waste in accordance with ISO 14001. |
| • | We implemented various waste reduction activities: reducing wooden materials and screens disposed of as waste, reusing waste corrugated cardboard boxes, and reclaiming valuable resources from waste. |
| • | Although waste output increased from 2009 due to increased production, waste per unit of output(※3), a parameter that does not depend on production output, actually fell. |
<Changes in industrial waste(the main factories)>
| Amount of industrial waste | Waste per unit of output(※3) (with 2009 output set to 100) |
 <Changes in recycling rate(※1)(the main factories)>  |
 Waste separation flowchart posted on
  Separate disposal of waste |
|
(※1) Calculating recycling rates (Waste – waste for landfill)/waste (※2) Definition of zero emissions Recycling waste ≥ 99.0% (※3) Calculating amount per unit of output Industrial waste/production output (production man-hours) |
2-2. Conserve energy
■Efforts at the main factories (Tsukuba factory and Mitsukaido factory)
Main factories currently account for 75% of the energy consumed by the company. We have implemented the following measures at these factories to reduce power consumption.
Main factories currently account for 75% of the energy consumed by the company. We have implemented the following measures at these factories to reduce power consumption.
| • | Monitoring and reducing power consumed by large-scale equipment using a power consumption monitoring system |
| • | Reducing power consumption in accordance with standards stipulating use of production equipment, including compressors, air conditioners, lighting and other equipment |
| • | Sustained efforts to save energy by changing the capacity of mercury lamps and maintaining air conditioner settings at specified levels, among other measures |
| • | Energy consumption rose in 2010 from 2009 due to increased production and a hot summer. However, consumption per unit of output(*1), a parameter independent of production output, actually fell. In 2010, energy consumption exceeded 1,500 KL in crude oil equivalents. Designated as a specified business operator as defined under the Act on the Rational Use of Energy, we plan to reduce energy consumption by an average exceeding 1% annually. |
| <Changes in energy consumption> | <Changes in CO2 emissions(※2)> | ||||||||||||||
 |
 |
||||||||||||||
|
|
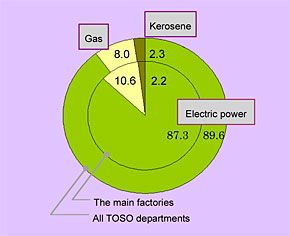
■Breakdown of energy consumption by resource in 2010 (%)
 |
 |
(※1)Calculating the amount per unit of output : Energy consumption or CO2 emissions/production output (floor area at any site other than the Ibaraki site)
(※2) CO2 emissions coefficient : We used the electric power company’s actual emissions coefficient of the year for electricity; we applied the emission calculation method and coefficient specified by the Ministry of the Environment for gas and kerosene.
(※2) CO2 emissions coefficient : We used the electric power company’s actual emissions coefficient of the year for electricity; we applied the emission calculation method and coefficient specified by the Ministry of the Environment for gas and kerosene.
2-3. Reductions in paper use
■Efforts at the main factories (Tsukuba factory and Mitsukaido factory)
Efforts at our main factories have continuously targeted reductions in paper use to conserve forest resources. Making electronic versions of documents, using the back side of paper, and printing on both sides of a sheet of paper are now common practice throughout the company. We are also seeking to reduce paper consumption for the host computer. Higher sales in 2010 increased the use of invoices and other forms, increasing the purchase of shared paper for the host computer. However, use of copy paper declined.
Efforts at our main factories have continuously targeted reductions in paper use to conserve forest resources. Making electronic versions of documents, using the back side of paper, and printing on both sides of a sheet of paper are now common practice throughout the company. We are also seeking to reduce paper consumption for the host computer. Higher sales in 2010 increased the use of invoices and other forms, increasing the purchase of shared paper for the host computer. However, use of copy paper declined.
| <Changes in use of copy paper> | <Changes in purchase of shared paper for the host computer> | |
 |
 |
2-4. Chemicals management
■Efforts at the main factories (Tsukuba factory and Mitsukaido factory)
Our primary factories currently monitor and take steps to reduce use of chemicals, including replacing chemicals with safer materials. Chemicals are used in paint processes, primarily for blinds. Several years ago, we began reducing use of boron and fluorine. We stopped using boron in 2007 and fluorine in 2008.
We have replaced hexavalent chromium plated materials with trivalent chromium plated materials to increase the purchase rate of eco-friendly materials.
Our primary factories currently monitor and take steps to reduce use of chemicals, including replacing chemicals with safer materials. Chemicals are used in paint processes, primarily for blinds. Several years ago, we began reducing use of boron and fluorine. We stopped using boron in 2007 and fluorine in 2008.
We have replaced hexavalent chromium plated materials with trivalent chromium plated materials to increase the purchase rate of eco-friendly materials.

